ワイヤーカット
ワイヤーカットのメリット
高硬度材が加工できる放電加工は導通性の金属であれば超硬や焼入れ材などの高硬度材料の加工が可能です。 |
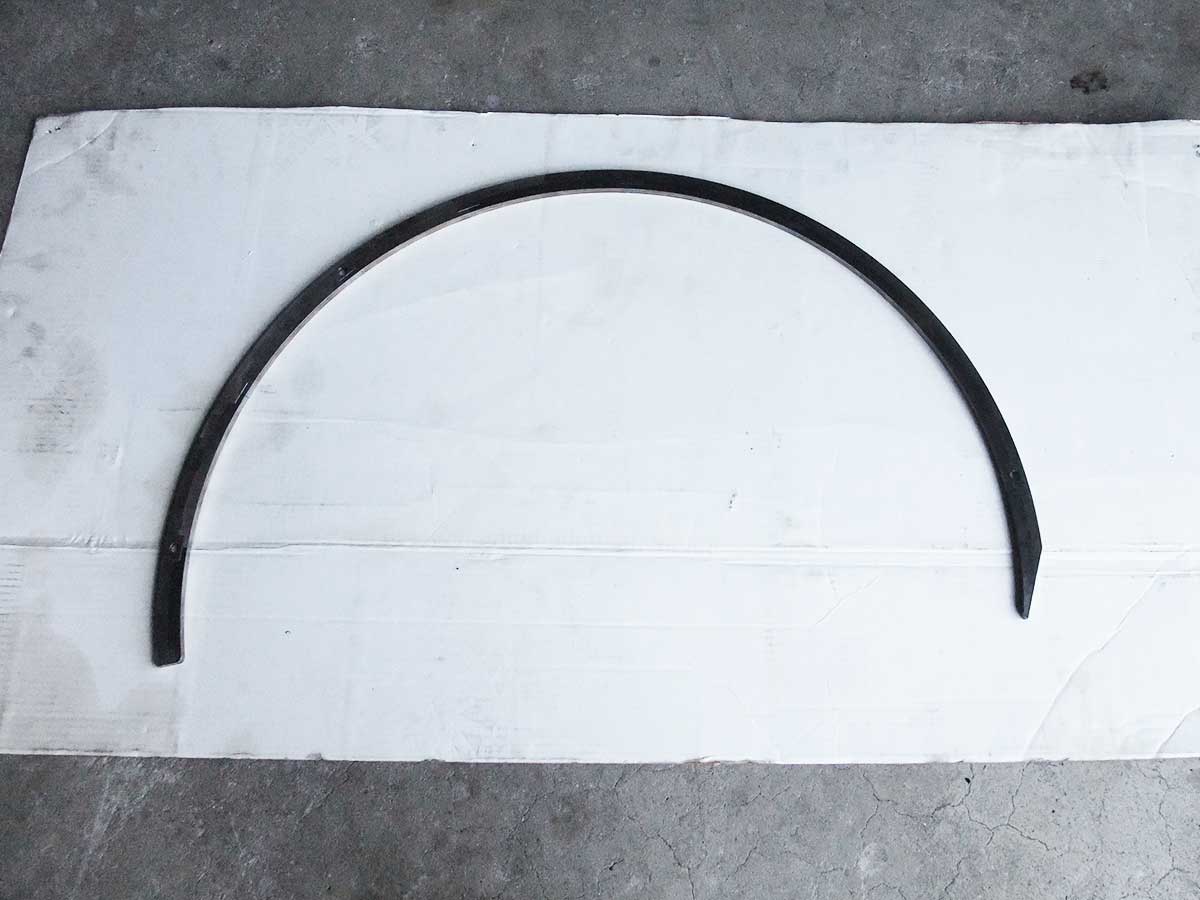
複雑形状が加工できるテーパー加工、上下異形状加工、ギア形状加工など複雑な形状の加工が可能です。 |
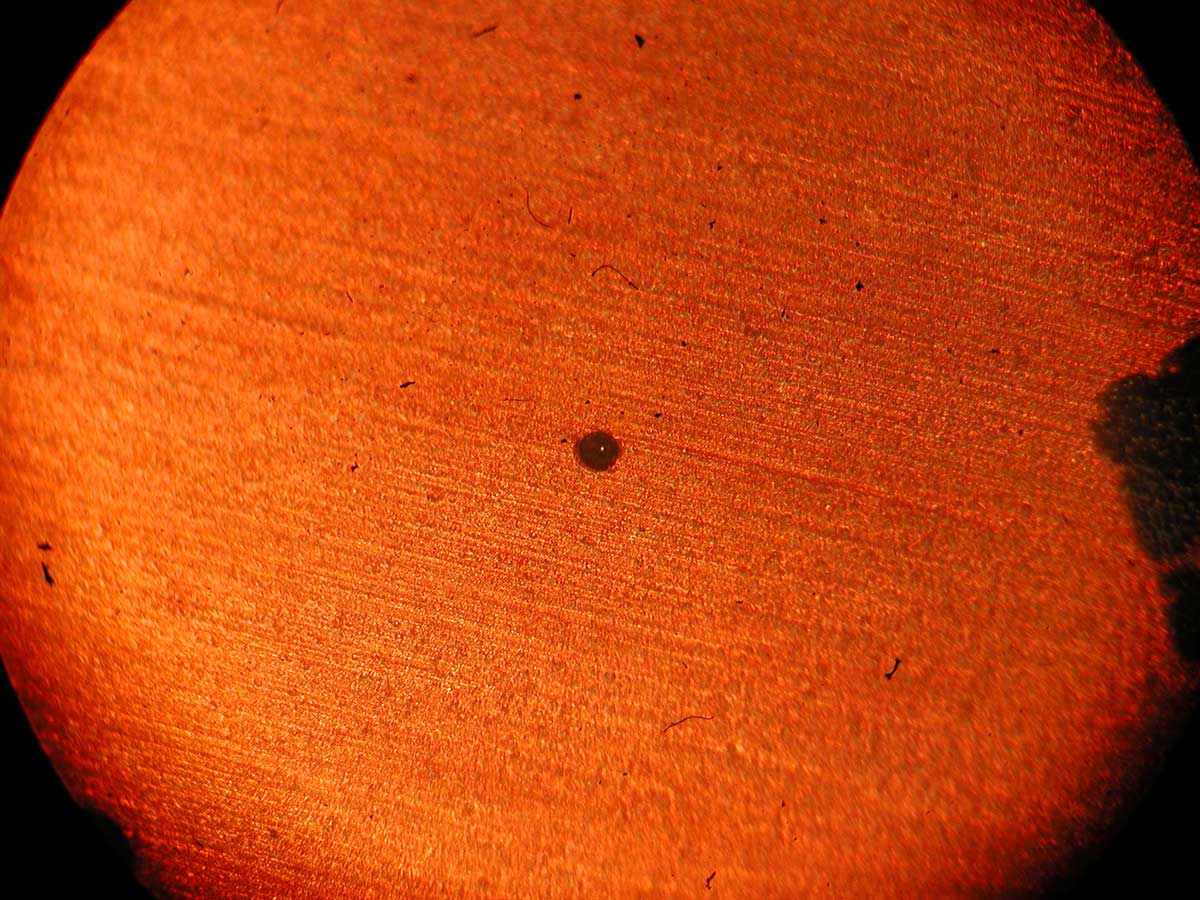
微細加工ができる放電エネルギーを小さくすることで、微細加工が行えます。弊社では微細加工用にワイヤー径Φ0.05mm~があります。Φ0.05mm.未満の穴明けも可能ですので、スタート穴を外注に頼むことなく、コストダウンを図ることができます。 |
|
非接触加工だからワークへの負荷が低い非接触加工であるため、ワークにほとんど負荷がかかりません。機械切削などで金属組織を変形させたくない試験片などの人工クラップや、薄板の加工にワイヤーカットが使用されます。 |
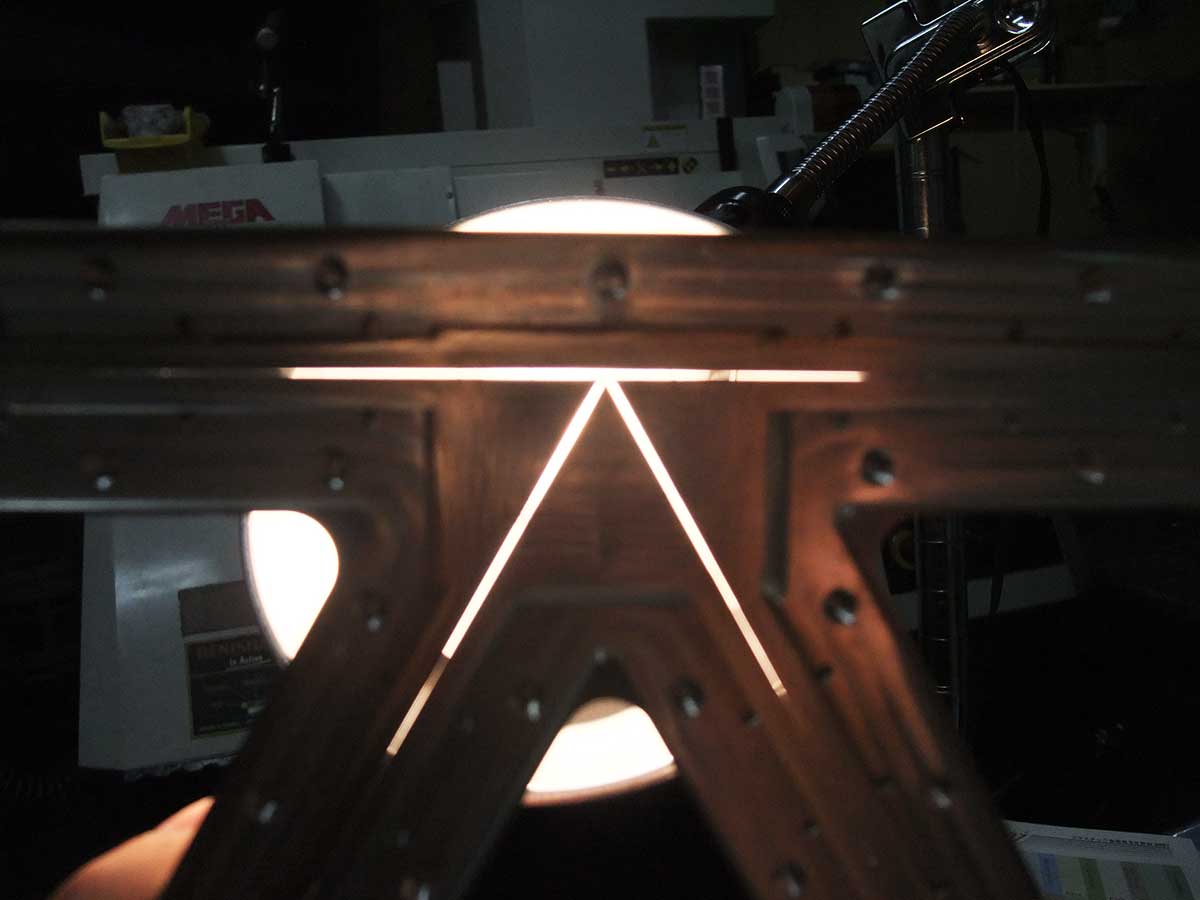
角出しの加工エンドミルでは角にRがついてしまう、スロッターでは加工できないものはワイヤーカットで四角や六角、キー溝などの形状加工をおこないます。 |
貫通穴の高精度加工ドリルでは不向きな深穴やΦ30mm.以上の穴などの高精度加工が行えます。 |
|
ワイヤーカットの原理
ワイヤーカットとは正式にはワイヤー放電加工といいます。
型彫放電加工が、加工のたびに形状に合わせた専用の電極を使用するのに対して、ワイヤー放電加工では、極細のワイヤー(0.05mm〜)を電極として使用します。
加工は、水や石油などの液体の中で、電極と工作物の間に数μSという超短間隔で放電現象を起こし、その時に発生する熱で、金属を徐々に溶かしながら切るように加工します。
工作物とワイヤーは、数十ミクロン(数十μm)の一定の距離を保ちながら両者が接触することなくカットされていきますので、ワイヤーカットの切り代としては、使用するワイヤー線径にもよりますが幅0.4mm程度となり、切削による加工と比べると非常に効率の良い加工です。
-
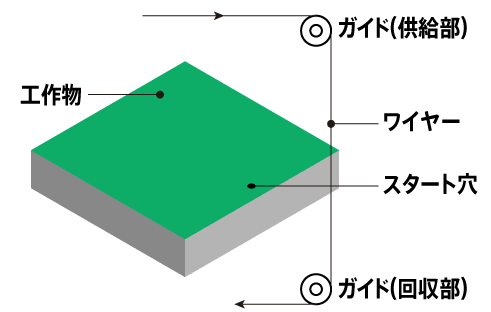
加工前
ガイドでワイヤーに張力を与えます。ワイヤー線には真鍮、亜鉛コーティングされたワイヤー(0.05mm〜)を使用します。
縁部から加工を始めることもできますが、変形を避ける目的で、工作物内部にスタート穴をあけておきます。 -
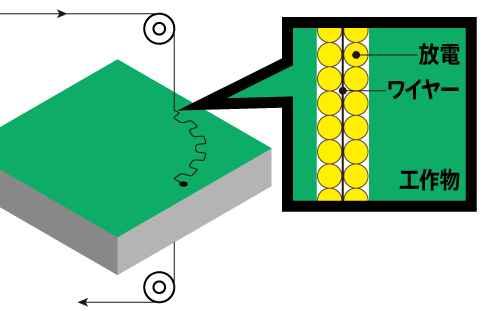
加工中
ワイヤー線にパルス電流を流し数μSという超短時間の間に溶解、爆発を繰り返し徐々にワークを加工していきます。
上ガイドと下ガイドを別々に動かすと、テーパー加工や上下異形状が可能となります。加工精度は±数μm前後まで出すことが可能です。 -
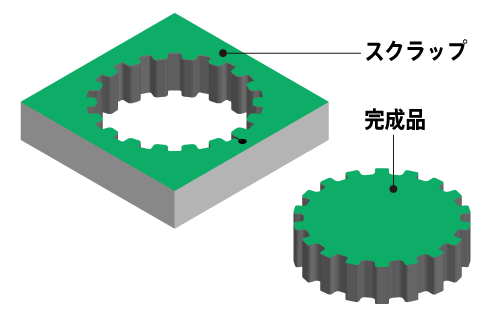
加工後
完成品ができました。
電気エネルギーの強弱と放電加工中に出るスラッジの排出の良し悪しで「加工スピード」「クリアランス」「面粗さ」が変化します。
ワイヤーカットの加工要件
-
ワークサイズ
加工最大ストローク=1000mmx800mm
最大高さ=465mm -
材質
どんなに硬い材料でも加工できます。
焼入鋼・超硬・ステンレス・真鍮・アルミ・インコネル・ダイス・多結晶ダイヤなど。(導通性のあるもの) -
加工精度
加工寸法公差:最高±0.003mm
ピッチ精度:ピッチ100mmのとき±0.003mm -
微細加工
最小ワイヤー径=Φ0.05mm
最小加工R=0.025mm -
細穴加工
キリでは難しい、細く深い穴(Φ0.2~)の加工が可能。また、焼入鋼や工具鋼でも容易に穴開けができます。
-
形状
どんな複雑な形状でも、作図さえ可能であれば加工できます。加工時に力をかけられない薄物や、細く弱い製品でも加工できます。
-
テーパー加工
最大テーパー角=30°(場合によりそれ以上も可能)。上下異形状も得意です。
-
面粗度
最良面粗度=Ry1.8μm/Ra0.3μm
ただし、上記は最も条件のよい場合です。 -
変形
加工自体の熱や力が原因で起きる変形はほとんどありません。
-
設備
放電加工機・・・7台
ワイヤー放電加工機・・・8台
加工機の保有台数は関西トップレベルです。 -
ロット
もちろんプレート1枚・部品1つからお受けいたします。
試作や個人的な加工も承ります。 -
納期
通常ワイヤーカットは時間がかかりますが、加工機保有台数の多さと長年蓄積したノウハウで即日納品も可能です。
-
最適なご提案
ワイヤーカットの他にも、型彫放電機やCNCを多数保有しておりますので、お客様の予算・目的に合った最適な提案ができます。
機械設備
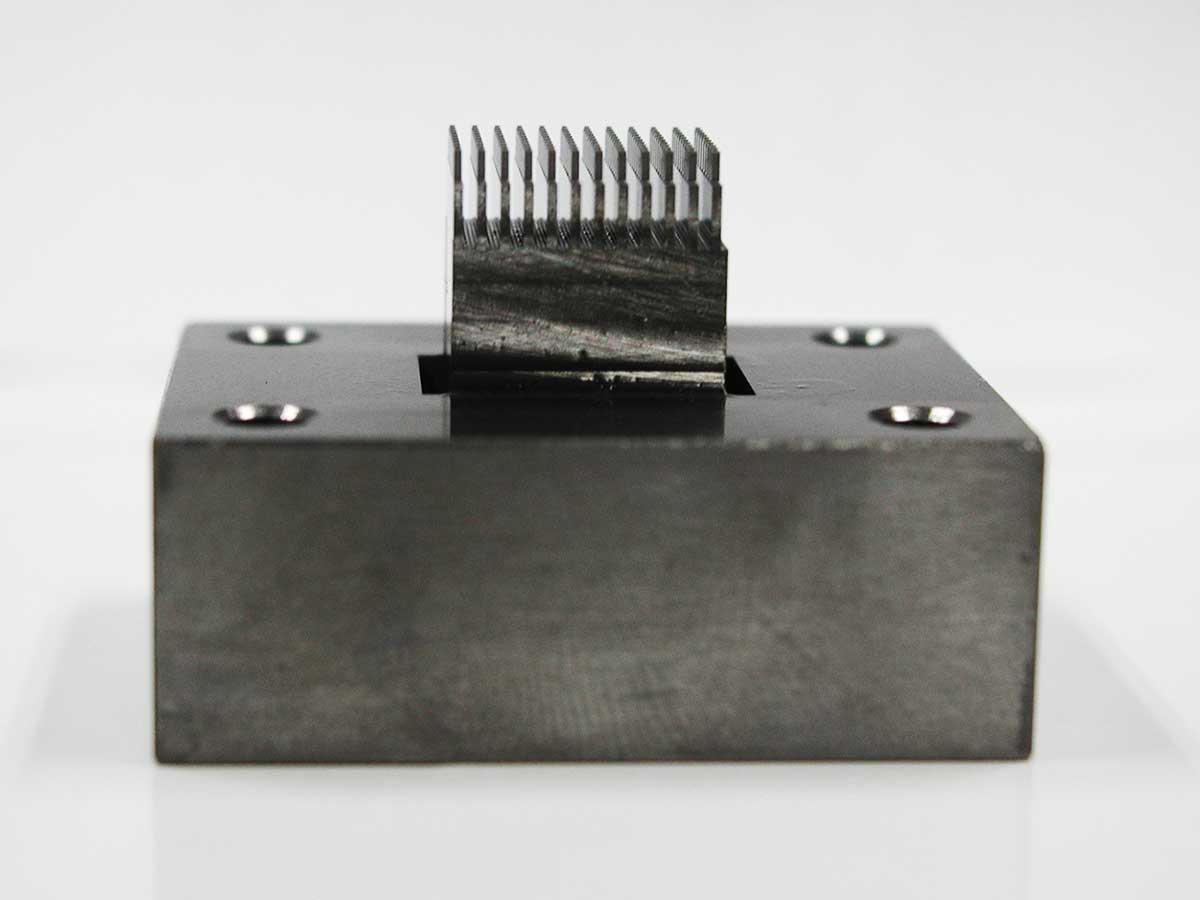
加工事例
他社ではできないワイヤーカット加工も、長年蓄積したノウハウで解決いたします。ワイヤーカット加工のAtoZを熟知した弊社におまかせください。



金属加工のことでお困りですか?

FAX 06-6499-7736